
Экспертиза качества покраски лестницы
Объектом исследования является металлическая пожарная лестница. В соответствии с предоставленным договором подрядчик обязуется выполнить работы по ремонту металлической пожарной лестницы в соответствии с Техническим заданием. При проведении исследования зафиксированы нарушения существующих строительно-технических нормативов и недостатки, допущенные в результате некачественно выполненных работ:
1) Окрашивание произведено не сплошным слоем, имеются пропуски покрасочного слоя. Не прокрашены торцевые поверхности направляющих, элементы решёток лестничных пролётов, углы, тыльные поверхности конструкций. На не окрашенных поверхностях зафиксированы очаги коррозии. Покраска выполнена с подтёками, наплывами и излишками краски.

Данные недостатки нарушают требования, указанные в СП 72.13330.2016 Защита строительных конструкций и сооружений от коррозии. Актуализированная редакция СНиП 3.04.03-85 (с Изменением N 1).
2) Обрабатываемые поверхности не подготовлены перед покраской. В структуре покрасочного слоя имеются инородные частицы и включения. Защитное покрытие нанесено на не ошкуренную и не очищенную поверхность. Местами покраска производилась на старый покрасочный слой, ввиду чего происходит отслоение со старым слоем краски.


Отсутствие подготовительного этапа перед окрашиванием является нарушением требований ГОСТ 9.402-2004 ЕСЗКС. «Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию», согласно которым установлено:
5.1 Основной целью подготовки поверхности является удаление с нее веществ, препятствующих окрашиванию и ускоряющих коррозионные процессы, а также получение поверхности, обеспечивающей требуемую адгезию с металлической подложкой лакокрасочного покрытия.
5.2 Подготовка поверхности состоит из ряда операций, первой из которых является очистка от загрязнений. Очистку допускается проводить механическими, химическими (при помощи питьевой воды, растворителей, химических продуктов), термическими (пламенем или отжигом) методами.
5.12.1 Очистку поверхности от окалины и ржавчины проводят механическим, термическим или химическим способом. Очистку поверхности от тяжелых загрязнений (сварочного шлака, литейного пригара, оплавленных флюсов, шлифовальной пасты, остатков формовочной смеси, старых лакокрасочных покрытий и др.) проводят механическим способом.
Необходимость подготовки поверхностей металлических конструкций перед нанесением защитных покрытий также регламентируется
СП 72.13330.2016 Защита строительных конструкций и сооружений от коррозии. СНиП 3.04.03-85 (с Изменением N 1):
п.4.16 Антикоррозионную защиту следует выполнять в следующей технологической последовательности:
— подготовка защищаемой поверхности под защитное покрытие;
-подготовка материалов; — нанесение грунтовки, обеспечивающей сцепление последующих слоев защитных покрытий с защищаемой поверхностью;
— нанесение защитного покрытия; — сушка покрытия или его термообработка.
п.5.1.1 Подготовка металлической поверхности заключается: — в очистке от продуктов коррозии, окалины, пыли, старой краски, жировых загрязнений, въевшегося в поверхность металла (при прокатке) масла, а также в нейтрализации и удалении кислот, щелочей и других химических продуктов, препятствующих требуемому сцеплению покрытия с металлом;
п.5.1.6 Особое внимание следует уделять сварным швам, загрязненным остатками флюсов и щелочных шлаков. После тщательной промывки сварные швы следует подвергнуть механической очистке (например, пескоструйной обработке). В особо ответственных случаях зону сварных швов дополнительно следует обработать 10-процентным раствором фосфорной кислоты и затем тщательно промыть теплой водой.
п.5.1.10 После очистки металлическую поверхность следует обеспылить, обезжирить, загрунтовать и окрасить. Если интервал времени между очисткой и грунтовкой будет превышать регламентный, на поверхность следует нанести временное защитное покрытие.
п.19.3.1 В соответствии с требованиями [1] и ГОСТ 15.309 в ходе операционного контроля осуществляют проверку: — соблюдения последовательности и состава выполняемых технологических операций; — соответствия качества выполнения технологических операций и их результатов.
п.19.1.1 Производственный контроль качества работ следует осуществлять на всех этапах подготовки и выполнения антикоррозионных работ.
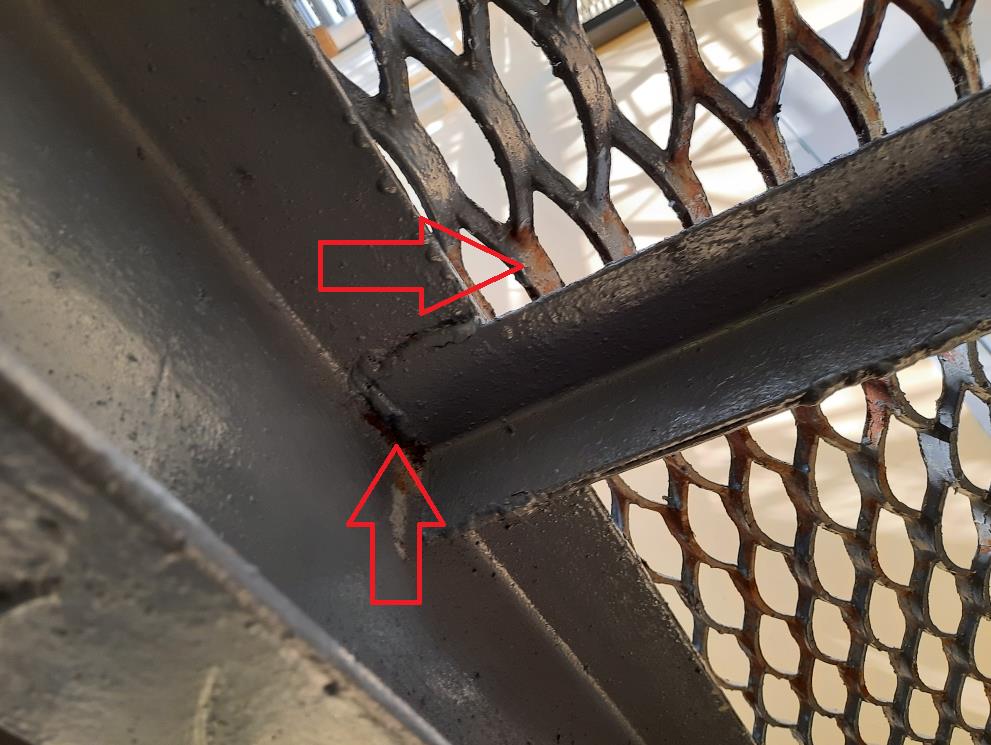
3) Сварные швы неравномерные, выполнены несплошным слоем, с пропусками. Согласно условиям государственного контракта в рамках выполнения ремонта пожарной металлической лестницы должны выполняться работы по ремонту сварных швов, а именно сварочные работы с нанесением слоя 5 мм с предварительной зачисткой швов. Ремонт и обработка швов покрасочным слоем выполнена некачественно, ввиду чего зафиксированы очаги коррозии в сварных швах.


Состояние сварных швов нарушает требования нижеуказанных нормативных документов:
СП 72.13330.2016 Защита строительных конструкций и сооружений от коррозии. СНиП 3.04.03-85 (с Изменением N 1):
п.9.3.4. <..> Необходимо указывать, что защиту от коррозии следует проводить с выполнением полосового окрашивания — предварительного нанесения кистью дополнительного слоя лакокрасочного покрытия в виде полосы на все кромки, сварные швы и труднодоступные места.
СП 53-101-98 Изготовление и контроль качества стальных строительных конструкций:
п.12.28 При внешнем осмотре сварные швы должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу (требование плавного перехода к основному металлу должно быть специально обосновано и обеспечено дополнительными технологическими приемами в соответствии с 12.17 настоящего документа);
б) швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне шва, несплавлений по кромкам, шлаковых включений и пор;
п.14.4.1 Подготовка поверхности перед нанесением лакокрасочных покрытий должна включать следующие операции:
— зачистка сварных швов от брызг расплавленного металла, остатков флюсов, шлака;
— удаление заусенцев и острых кромок;
— перед механической очисткой обезжиривание замасленных металлических поверхностей;
— механическая очистка поверхности от ржавчины и окалины;
— обеспыливание обдувкой сжатым воздухом (или промышленными пылесосами);
— обезжиривание.
4) Защита кровельной светопрозрачной конструкции не производилась. На листах поликарбоната имеются загрязнения краской у мест примыканий к металлическим конструкциям.

Для получения бесплатной консультации позвоните по нашему телефону 8(495)972-51-67. Примеры выполненных нами экспертиз вы можете найти в разделе наши проекты.
Эксперт NST administrator
Вы должны быть авторизованы, чтобы оставить комментарий.














































Об авторе